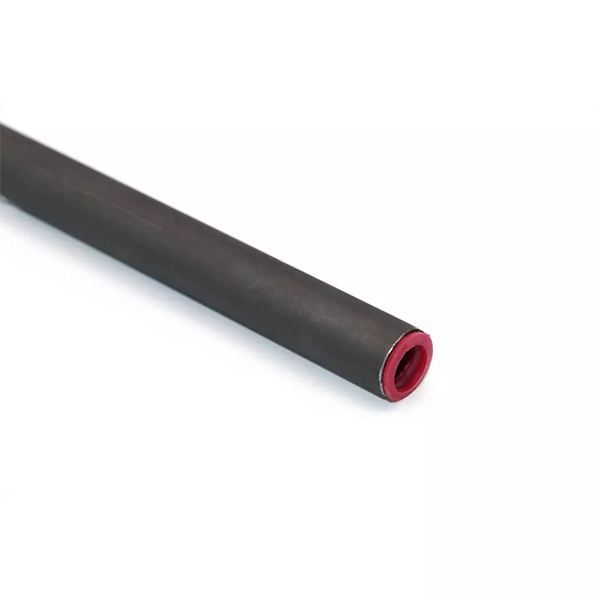
ST37 ST35 ST52 բարձր ճշգրտության պողպատե խողովակ
Din 2391 Անխափան պողպատե խողովակ (Din 2391, En 10305-1, en 10305-4, BS 6323 ճշգրիտ անխափան պողպատե խողովակ NBK GBK)
Հստակեցում
| Ստանդարտ | DIN2391 DIN1630 DIN2448 |
| Դասարան | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Առաքման պայման | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| Չափը | OD: 4-ից 219 մմ Հաստությունը 0,5-35 մմ, երկարությունը՝ 3 մ, 5,8,6 կամ ըստ պահանջների |
| Ավարտել | Ցինկապատ մակերես (փայտ/դեղին/գունավոր) ցինկապատ 8-12 մմ |
| Դիմում | Հիդրավլիկ համակարգ;Ավտոմեքենա / ավտոբուս;շինարարական մեքենա |
| Առաքման ժամանակ | A.3 օր, եթե այս ապրանքը պահեստային ապրանք է: Բ. Մոտ 30 օր ըստ քանակի |
ՄԱՔԵՐԵՎՈՒԹՅԱՆ ԲՈՒԺՈՒՄՆԵՐ
1. Մերկ խողովակ (առանց ծածկույթի). Պայծառ և հարթ
Ա. Արծաթե ցինկապատ
B. Դեղին ցինկապատ
C. Ձիթապտղի կանաչ ծածկով
Շերտի հաստությունը՝ 8-20մմ, Աղի Սփրեյ Թեստ՝ 48-150 ժամ
3. Սեւ ֆոսֆատ
Տարբեր դաշտեր
1. Ավտոմոբիլային դաշտեր
A. Վառելիքի ներարկման գծեր/վարդակներ
B. CNG (սեղմված բնական գազ) խողովակ - պայթեցման ճնշում՝ 1307 բար, աշխատանքային ճնշում՝ մոտ 350 բար
C. Շարժիչի փոխանցում. ղեկի սյունի տարրեր
D. Փոխանցման լիսեռներ, ձեռքի արգելակ, առջևի առանցքներ, անվտանգության բարձիկների ինհալատորներ, կայունացուցիչներ, նստատեղերի ամրացումներ, առջևի շարժիչ լիսեռներ
2. Հիդրավլիկ դաշտեր
Ա. Հիդրավլիկ սխեմաներ (HPL), օդաճնշական գծեր և հիդրավլիկ կախոց
B. Հիդրավլիկ բալոններ (HPZ)
Քիմիական բաղադրությունը
| Պողպատի դաս | C | Si | Mn | P | S | Al | |
| Անուն | Ոչ | առավելագույնը | առավելագույնը | առավելագույնը | առավելագույնը | առավելագույնը | առավելագույնը |
| ST35 | 1.0308 | 0.17 | 0,35 | 0.4 (րոպե) | 0,025 | 0,025 | — |
| ST45 | 1.0408 | 0.21 | 0,35 | 0.4 (րոպե) | 0,025 | 0,025 | — |
| ST52 | 1.058 | 0.22 | 0,55 | 1.6 | 0,025 | 0,025 | — |
Մեխանիկական հատկություններ
| Պողպատի դաս | Ելքի ուժ (Mpa) | Առաձգական ուժ (Mpa) | Երկարացում (%) | |
| Անուն | Ոչ | ReH (րոպե) | Rm (րոպե) | A (րոպե) |
| ST35 | 1.0308 | 235 | 340-ից 480 | 25 |
| ST45 | 1.0408 | 255 | 440-ից 570 թթ | 21 |
| ST52 | 1.058 | 355 | 490-ից 630 թթ | 22 |
Հանդուրժողականություն
| OD | Թույլատրելի հանդուրժողականություն | Հատուկ հանդուրժողականություն | ||
|
| GB/T3639 | DIN2391 | OD | WT |
| 4 մմ-20 մմ | ±0,10 մմ | ±0,08 մմ | ±0,05 մմ | ±0,05 մմ |
| 20 մմ-30 մմ | ±0,10 մմ | ±0,08 մմ | ±0,08 մմ | ±0,08 մմ |
| 31 մմ-40 մմ | ±0,15 մմ | ±0,15 մմ | ±0,10 մմ | ±0,08 մմ |
| 41 մմ-60 մմ | ±0,20 մմ | ±0,20 մմ | ±0,15 մմ | ±0,15 մմ |
| 61 մմ-80 մմ | ±0,30 մմ | ±0,30 մմ | ±0,20 մմ | ±0,20 մմ |
| 81 մմ-120 մմ | ±0,45 մմ | ±0,45 մմ | ±0,30 մմ | ±0,30 մմ |
Առաքման պայման
| Նշանակում | Խորհրդանիշ | Նկարագրություն |
| Սառը ավարտված (կոշտ) | BK(+C) | Խողովակները չեն ենթարկվում ջերմային մշակման վերջնական սառը ձևավորումից հետո և, հետևաբար, ունեն բավականին բարձր դիմադրություն դեֆորմացմանը: |
| Սառը պատրաստի (փափուկ) | BKW | Վերջնական ջերմային մշակմանը հաջորդում է սառը նկարչությունը, որը ներառում է սահմանափակ դեֆորմացիա:Համապատասխան հետագա մշակումը թույլ է տալիս որոշակի աստիճանի սառը ձևավորում (օրինակ՝ ծռում, ընդլայնում) |
| (+LC) | ||
| Սառը ավարտված և սթրեսից ազատված | BKS (+SR) | Ջերմային բուժումը կիրառվում է վերջին սառը ձևավորման գործընթացից հետո:Ելնելով մշակման համապատասխան պայմաններից՝ ներգրավված մնացորդային լարումների ավելացումը հնարավորություն է տալիս և՛ ձևավորման, և՛ մշակման որոշակի աստիճանի: |
| Հալեցված | GBK (+A) | Սառը ձևավորման վերջին գործընթացին հաջորդում է կառավարվող մթնոլորտում եռացումը: |
| Նորմալացված | NBK(+N) | Վերջին սառը ձևավորման գործընթացին հաջորդում է վերափոխման կետի վերևում կառավարվող մթնոլորտում կռելը: |
Որակի ապահովում
1. Խիստ ըստ DIN2391/EN10305 կամ այլ ստանդարտի:
2. Նմուշ. Նմուշը անվճար է փորձարկման համար:
3. Փորձարկումներ՝ աղի ցողման փորձարկում/ առաձգականության փորձարկում / պտտվող հոսանք / քիմիական կազմի փորձարկում՝ ըստ հաճախորդների պահանջի
4. Վկայական՝ IATF16949, ISO9001, SGS և այլն:
5.EN 10204 3.1 Հավաստագրում
Ապրանքի փաթեթավորում